The Business Case for Upgrading from Semi-Automatic to a Fully Automatic Silk Screen Printing Line
Every print shop running semi-automatic screen presses eventually reaches a point where the order book pushes against the limits of manual feeding. It’s not a crisis — it shows up first in the details: a growing backlog of short-run jobs that don’t justify the changeover time, a gradual increase in end-of-shift reject rates, or the realisation that adding another press simply adds another operator without changing the underlying economics. When that point arrives, the question shifts from “can we keep up?” to “what would it take to break through this ceiling?”
The decision to move from semi-automatic to servo-driven screen printing equipment is rarely about the machine alone. It is a calculation of capacity, consistency, labour allocation, and the cost of missed opportunity. This article examines the operational factors that shape that calculation, without vendor bias, so that print shop owners and production managers can build their own business case on solid ground
using their own data. Labourr Cost Is Not Just the Hourly Wage
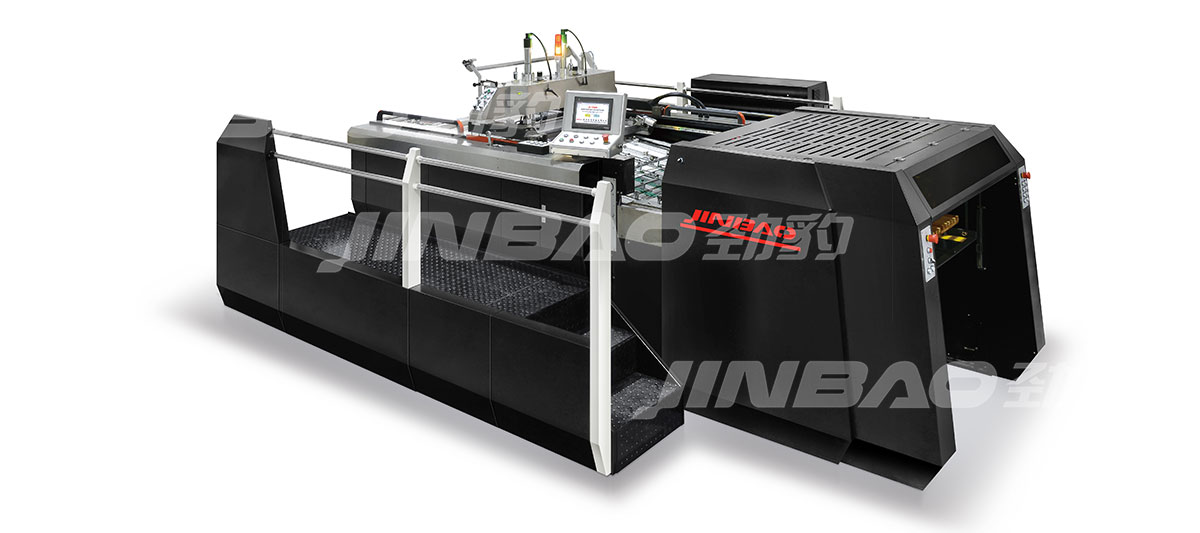
The most visible difference between semi-automatic and automated screen printing lines is the operator count. A semi-automatic press typically requires one dedicated operator to feed, monitor, and offload. In a multi-shift operation, there are at least two full-time equivalents per machine. An automated line with a pre-feeder, servo-driven stop cylinder, and integrated stacker can reduce the direct operator-to-machine ratio significantly — often one operator per two or even three machines, depending on job complexity.
But labour cost savings go beyond the wage bill. Operator fatigue on semi-automatic units is a real factor. As a shift progresses, feeding precision can degrade, leading to misregistration and higher reject rates in the final hours. Automated feeders maintain consistent sheet placement regardless of shift timing. The reduction in rework and the elimination of end-of-shift quality fade represent hard savings that are easy to overlook when comparing purchase prices alone.
Training costs also shift. A semi-automatic press operator often needs months to develop the tactile skill for consistent feeding across different substrates. When that operator leaves, the learning curve resets. An automated line centralises skill in setup and parameter adjustment rather than in repetitive manual dexterity. Setup knowledge is easier to document, train, and transfer, which reduces the productivity dip during staff turnover.
To ground these comparisons in your own operation, start by pulling your production logs from the last six months. What is the actual average number of sheets produced per operator-hour across your semi-automatic presses? Then ask equipment manufacturers for their sustained production rate — not the headline maximum speed, but the expected output over an eight-hour shift on your most common sheet size. The gap between these two numbers, multiplied by your labour rate and annual volume, is the first line in your business case.
Throughput Ceilings and the Capacity Trap
Every semi-automatic press has a physical throughput limit determined by the operator’s feeding pace. Even a skilled operator can place only so many sheets per minute, and real-world sustained rates drop further when factoring in fatigue, job changeovers, and minor adjustments. When a print shop’s order book grows beyond the combined capacity of its semi-automatic units, it hits a capacity trap: adding another semi-automatic press means adding another operator, consuming more floor space, and incurring incrementally higher overhead. The marginal cost of additional capacity stays roughly constant — there is little economy of scale.
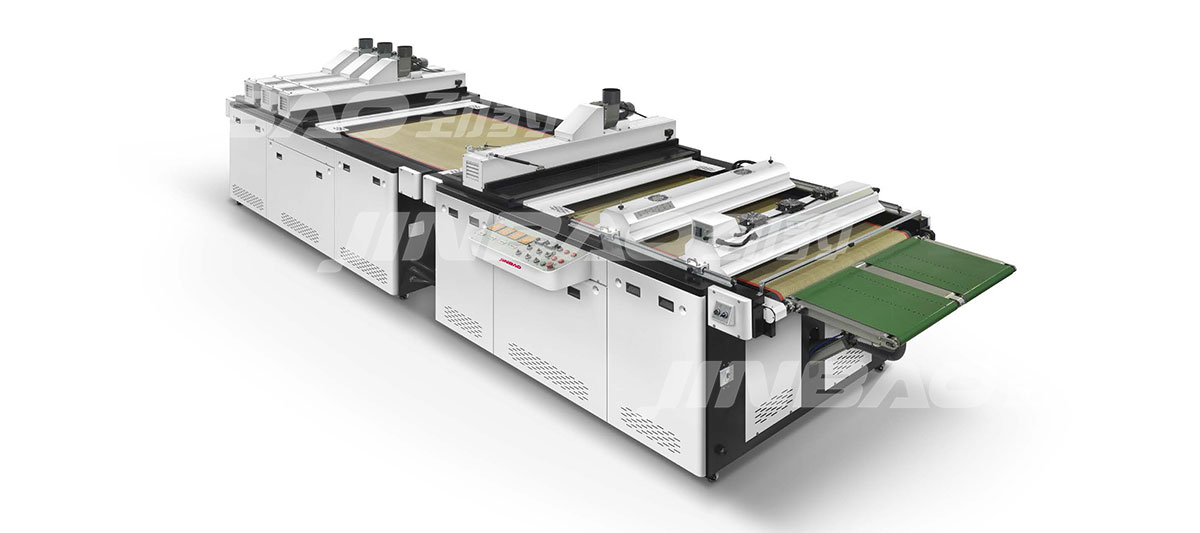
An automated stop cylinder press changes this equation. With servo-driven indexing and automatic feeding, the machine’s running speed is no longer limited by human handling. This allows one operator to supervise a line producing significantly more sheets per hour, raising the throughput per square foot of floor space and per labour dollar. For a shop that has been squeezing more shifts out of semi-automatic presses just to keep up with demand, consolidation into fewer automated lines can free up floor space for finishing equipment or raw material storage.
The capacity argument becomes even more compelling when the order mix includes both long runs and frequent short runs. Automated systems with digital recipe storage can recall screen position, squeegee pressure, and feeder timing, cutting job changeover times substantially. On semi-automatic setups, each changeover involves manual readjustments that eat into productive time. Over a month of daily changeovers, the recovered hours can equal several additional shifts of output. When building your business case, it is useful to examine how servo-driven screen printing equipment handles rapid job changeovers through stored parameter recall, as this feature can meaningfully shift the payback calculation.
Registration Accuracy and Its Impact on Waste
Registration in screen printing is unforgiving. A sheet that is off by half a millimetre might be acceptable on a simple one-colour job, but the same error on a multi-layer Spot UV application or a fine-detail decal print becomes expensive waste. Semi-automatic presses rely on the operator’s consistency in placing each sheet against mechanical side lays. Variations in sheet weight, static cling, or simple fatigue introduce registration drift that accumulates over a run.
Automated cylinder screen presses with servo-controlled sheet advance and optical registration systems remove much of this variability. The sheet is registered by the machine’s front and side lay system with repeatable precision, independent of operator touch. For applications like cold foil stamping, cast and cure, or high-graphic packaging, this consistency translates directly into lower spoilage. Reducing a high reject rate by even a couple of percentage points on large-volume premium work saves thousands of sheets each month — a material saving that can fund a significant portion of an equipment investment.
The impact extends beyond material waste. When registration is consistent, downstream die-cutting, foil stamping, and folding operations run with fewer adjustments. The entire finishing workflow stabilises, reducing the hidden cost of cumulative misalignment across multiple process steps. Print buyers notice when every carton in a shipment has the Spot UV precisely aligned, and they reward consistency with repeat orders.
To quantify this factor, pull your quality control reports from the last three months, focusing on high-graphic jobs. What is your current reject rate? Next, have a candid conversation with an equipment supplier about what level of registration consistency their automated system can maintain on comparable work. The difference, applied to your annual volume and material cost, becomes a tangible figure in your investment model.
Substrate Versatility Without Process Penalty
Semi-automatic presses can handle a variety of substrates, but switching between them often requires operator finesse. Running a lightweight coated paper after a heavy board means adjusting feeder suction, squeegee pressure, and sometimes the offload speed. Each adjustment cycle burns time and test sheets. If a shop’s order mix is diverse — ceramics decals in the morning, packaging boxes in the afternoon, electronic overlays the next day — the cumulative setup cost on semi-automatic equipment is substantial.
Advanced automated screen printing lines designed for substrate flexibility incorporate motorised adjustments for print pressure, flood bar height, and screen peel. These adjustments can be stored and recalled, making the transition from delicate decal paper to rigid board a matter of loading a recipe rather than a lengthy trial-and-error session. For print service providers positioning themselves as high-mix, quick-turnaround suppliers, this capability is a competitive differentiator. If your evaluation priorities include fast substrate changeover, you might want to review how automated cylinder screen presses for diverse substrates handle format and thickness transitions through their control interfaces.
Energy, Floor Space, and Ancillary Equipment Integration
The business case for automation extends to facility overhead. Several semi-automatic presses spread across the shop floor consume space and electrical connections that, when consolidated into one automated line with a UV curing unit and stacker, can reduce the overall footprint. For shops in industrial parks with rising rental rates per square meter, space efficiency contributes directly to the bottom line.
Integration of ancillary equipment is also simplified. An automated stop cylinder press can be configured in line with a UV curing conveyor, an automatic stacker, and even a quality inspection module. On a semi-automatic setup, these ancillaries are often operated as disconnected stations, each requiring handling and buffer space. The inline configuration reduces work-in-process inventory, eliminates double handling, and shortens the time from printed sheet to packed pallet.
When assessing energy consumption, focus not on the machine’s nameplate power rating but on the energy used per thousand printed sheets, including ancillaries. Many servo-driven presses use regenerative braking on the main drive to recover energy during deceleration, a feature absent from mechanically driven semi-automatic presses. The relevant comparison requires collecting real consumption data from your current lines and comparing it against specifications provided by equipment manufacturers for automated systems processing similar job mixes.
Building Your Business Case with Real Data
The shift from semi-automatic to automated screen printing is an investment decision that must be evaluated against your shop’s actual order pipeline. Every production variable — operator productivity, changeover time, reject rate, floor space utilisation, and training duration — has a current baseline that you already measure or can measure within a week. The automated alternative comes with performance commitments from the equipment manufacturer that you can verify through demonstrations or reference visits.
The power of this approach is that it replaces generic industry benchmarks with your own verified data. No consultant’s report can tell you how many sheets your team currently produces per hour; your production logs can. No brochure can predict how much waste you will avoid on your specific product mix; your quality records provide the baseline, and the equipment supplier’s technical documentation should provide a defensible improvement estimate tailored to your application.
For production managers who have already measured their baseline and are now collecting reference specifications from potential equipment providers, JINBAO’s automated screen printing solutions offer a set of technical parameters that can feed directly into a payback spreadsheet built around your real operational data.
Planning the Transition
The operational transition from semi-automatic to automated production is itself a factor in the business case. Here are three practices that shops have used to manage the shift without disrupting customer commitments:
• Phased installation: Run the automated line in parallel with existing semi-automatic presses during a commissioning period. Move one job type at a time to the new line, starting with the highest-volume, most stable job. This builds operator confidence and maintains delivery schedules.
• Operator redeployment: The skilled semi-automatic operator who knows substrates and ink behaviour is valuable on the automated line as a setup and quality control specialist. The transition is not about headcount reduction alone — it is about moving talent to higher-value tasks.
• Customer communication: For print buyers whose jobs will transition to the automated line, a brief note explaining that registration and consistency will improve can reinforce their perception of your shop as a quality-focused supplier. No buyer has ever complained about tighter tolerances.
Automation in screen printing is not an all-or-nothing proposition. Many shops begin by replacing their highest-volume workhorse press with a servo-driven line and retaining semi-automatic capacity for specialised low-volume work. The business case is strongest when it targets the bottleneck in the current production flow — whether that bottleneck is labour, throughput, or quality consistency.
The question of upgrading is ultimately a question of data. Every print shop already holds the numbers needed to answer it: in production logs, quality reports, and the daily experience of the team. Building the business case simply means assembling those numbers into a coherent comparison, testing the assumptions with equipment suppliers, and making a decision grounded in your own operational reality.
References and Further Reading
• Smithers Pira, “The Future of Screen Printing to 2026” – Market analysis on automation trends in the screen printing sector
• ISO 12647-2 – Graphic technology — Process control for the production of half-tone colour separations, proof and production prints — Part 2: Offset lithographic processes
• FESPA, “Print Census: Automation and Productivity Insights” – Global survey data on print shop automation adoption
Note: External references are cited for contextual industry trends. All operational data in the investment model must be sourced from your own production records or validated supplier specifications. No generic performance figures are substituted for your actual shop-floor reality.